精湛的脫蠟鑄造工藝
本公司為台灣中部一歷史悠久的鑄鋼工廠,專注於不鏽鋼精密鑄造,致力於提供高精度且耐用的優質零件。主要生產閥類製品,閥主要是應用在流體上,它具有開關及調整流量、壓力的功能,閥也分為很多種類,有閘閥、球閥、針閥、蝶閥、逆止閥、底閥……等等許多類型。而閥又可分為一般水用、壓縮氣體用、蒸汽用、化學氣體用...好幾種,每種流體都有各自適用的閥件。
主要生產種類為精密鑄造(脫臘鑄造)、離心鑄造機、自動砂模鑄造及傳統砂模鑄造機;服務項目為精密鑄造生產(脫蠟鑄造生產)、設計脫蠟模具開發、機械加工及服務客戶需求。我們提供整合設計和製造服務,並專注於ESG實踐,確保產品穩定性且有保障。
-
第一步:開發設計與工程評估
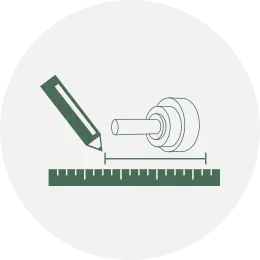
在產品開發初期,豐銂運用 SolidWorks 3D CAD 軟體,將客戶的創意構想快速轉化為具體的工程設計模型。
同時,藉由豐富的鑄造經驗與脫蠟鑄造專業知識,我們能在早期階段即針對結構可行性與鑄造工藝進行深入分析,有效預防潛在問題,如鑄件缺陷、收縮不良或流動死角等常見風險。 我們也會依據分析結果對模型進行精準修正與優化,確保設計不僅具備鑄造可行性,同時達成品質穩定、成本效益佳的量產目標。 -
第二步:內部模具製造
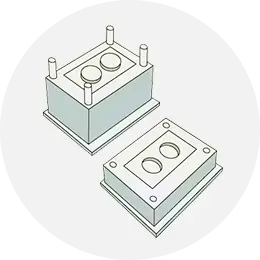
憑藉技術熟練的技師與工程師團隊,豐銂能夠迅速回應尺寸與品質問題,確保符合工程設計要求。使我們能夠在鑄造生產前,快速診斷製作模具過程中的任何疑慮。
-
第三步:射蠟
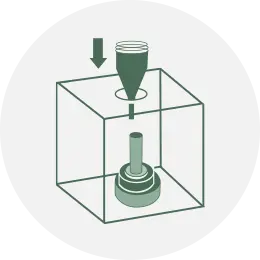
在射蠟過程中,我們通過即時監控並控制各項參數,豐銂能夠提高生產效率並穩定尺寸。通過使用冷卻定型治具,我們能夠有效確保蠟件在冷卻至室溫之前保持一致性。
-
第四步:蠟件組樹
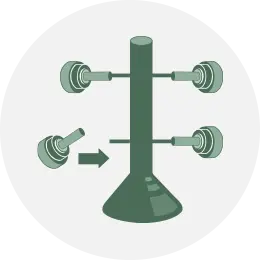
蠟件組樹是一個需要專業技能和豐富經驗的複雜過程,因為它直接影響鑄件的最終產量。豐銂的技術人員經過良好訓練,能夠手工妥善地將蠟件組裝到蠟串模頭的澆道上。當蠟件組裝完成後,即可進行蠟串清洗及後續沾漿程序。
-
第五步:殼模製作(陶殼包覆)
在這個階段,豐銂透過專業經驗確保每一件蠟模(蠟串)表面能均勻包覆陶瓷漿料與耐火砂,形成堅固且一致的陶殼層。
此過程通常需重複 4 至 6 次浸漿與撒砂循環,以達到足夠的殼厚與結構強度,能耐後續澆注時的高溫熔金屬壓力。
為了確保殼模品質穩定,我們搭配連續輸送帶生產線並會嚴格監控製殼區域的溫度與濕度條件,確保乾燥速度適中、表面不產生裂痕,從源頭提升成品鑄件的一致性與可靠度。 -
第六步:脫蠟
通過高壓脫蠟設備,使用蒸汽將殼模中的蠟移除。這些使用過的蠟可以回收再利用於未來的生產,以減少環境廢棄物。
-

第七步:澆鑄
豐銂致力於提供符合國際標準的卓越鑄造品質。每一批澆鑄的鐵水,使用分光儀系統化分析化學成分。確保欲澆注的金屬合金鐵水符合規範,並可澆鑄至經過1100℃高溫烘烤的殼模中。
-
第八步:除殼模
當殼模冷卻後,使用自動震殼機,將殼模敲落去除。
-
第九步:鑄件切割
熟練的技術人員將鑄件從模頭澆口切割下來,將模頭與鑄件分離。考量勞動安全和成本效益,採用半自動化操作。
-
第十步:珠擊與噴砂
鑄件完成初步清砂與切割後,豐銂會進行鑄件研磨與表面精修作業,去除殘留的澆口、毛邊及粗糙面,提升產品外觀與尺寸精度。
根據不同產品需求,我們採用手工研磨、氣動工具、砂輪研磨設備等多種方式,確保鑄件表面平整、光滑,並符合後續加工或裝配的品質標準。
研磨過程同時也是檢查鑄件缺陷(如氣孔、裂紋)的重要環節,有助於提早發現問題,保障出貨品質的一致性與可靠性。 -
第十一步:最終處理
為了確保鑄件的卓越品質,我們使用珠擊處理,使鑄件表面呈現光亮且一致的緞面外觀。 為了打造更細緻的鑄件表面,使用玻璃珠噴砂,讓表面更加光亮。
-

第十二步:品檢(品質檢驗)
以確保每一件鑄件均符合客戶圖面與品質標準。我們依據產品特性與精度要求,進行以下檢驗作業:
1. 外觀檢查:檢查表面有無氣孔、裂痕、毛邊或其他鑄造缺陷。
2. 尺寸檢查:使用卡尺等工具,確認尺寸。
3. 材質檢驗:依需求材質達標。 -
第十三步:協助加工
豐銂還提供各種表面處理、熱處理及加工,例如鍍鉻、鍍鋅、鍍鎳、電著、烤漆、鈍化處理、電解拋光、振動拋光、熱處理、正常化、固溶化、退火及CNC加工等。我們致力於為各個行業的客戶提供具有卓越表面品質的金屬產品。
-

第十四步:包裝出貨
完成所有檢驗與後處理後,豐銂依照客戶需求進行專業包裝,確保鑄件在運送過程中不受損傷、不受污染。我們會根據鑄件材質、尺寸與數量,選用適當的防鏽處理、緩衝材料與專用包材,並貼上清晰標示以利後續辨識與倉儲管理。
包裝完成後,依照客戶指定方式出貨。